1.Introduction to Enameling
Enamel, also known as "Cloisonné", is primarily composed of quartz, feldspar, borax, and fluoride. Fused enamel powder is applied to metal substrates such as gold, silver, and copper and is fired at high temperatures to achieve rich colors. In Guangdong, it is called "Shao Qing", in Beijing, "Shao Lan", and in Japan, "Shippo".
Enamel offers a wide range of colors and is known for its gem-like luster, texture, and the ability to retain its color for centuries. It is increasingly used in jewelry and has become a preferred material for high-end jewelry designers. Combining enamel colors boldly with metal colors creates a fresh visual layer in jewelry design. Different color and pattern combinations create a rich and pleasing color atmosphere, making such jewelry stand out and highlighting individual style.
Enameling is a intricate process and can be classified into various techniques like cloisonné, champlevé, painted enamel, and plique-à-jour, depending on the base and how the enamel is applied to the metal surface.
1.1 Cloisonné
Cloisonné, also known as "Jingtai Blue", is a well-known technique. The most famous works of this craft come from the Jingtai period during the Ming Dynasty. It was prevalent during the Jingtai era, and the craftsmanship was quite mature. The enamel used is mainly blue, hence the name "Jingtai Blue".
This technique involves first folding thin and narrow copper wires on the surface of the metal object to outline the pattern. The finer the wire, the more delicate the design. Master craftsmen can draw wires finer than a quarter of a hair's thickness.
Afterward, various enamel materials are filled into the small spaces outlined by the copper wires. The object filled with colored enamel is then fired in a furnace at a temperature of about 800°C. The colored enamel, in the form of granular solids, melts into a liquid during firing and solidifies into colorful enamel after cooling. At this point, the enamel is lower than the height of the copper wires, so another layer of enamel is added and fired, typically repeated four or five times, until the interior pattern is filled to the same height as the wire.
As the enamel material melts and cools naturally through repeated firings in the kiln, the colors in each compartment gradually deepen. Finally, after the firing process is completed and the enamel has cooled, the beautiful cloisonné is revealed after the red glow fades.
1.2 Champlevé
Champlevé refers to the process of directly casting or carving patterns and recesses on the surface of the metal object during casting. Multiple layers of enamel are then applied to the recessed areas, followed by firing, and finally polishing to create the finished piece.
Champlevé requires close collaboration between goldsmiths and enamelers. Goldsmiths engrave patterns on the metal surface, and the depth and width of the patterns are determined by the experienced craftsmanship of the enamelers.
1.3 Painted Enamel
Painted enamel is a technique where enamel is used as paint to create highly detailed and realistic designs on a substrate. It is then fired in a kiln. The wire inlay or engraved patterns can exist on the surface or not as needed.
1.4 Plique-à-jour
Plique-à-jour, originating in the late 19th to early 20th century during the Art Nouveau period, has a transparent/semi-transparent appearance that allows light to pass through the enamel layers, creating an effect similar to a stained glass window.
For this technique, enamel powder is not applied directly onto the metal; instead, the outline is typically constructed with gold, and then enamel powder is applied to the hollowed-out areas. Copper foil or mica sheets are placed at the bottom of the hollowed-out parts, and after firing, the bottom base is removed.
Despite its delicate appearance, plique-à-jour showcases the skilled craftsmanship of jewelers and artists. Without a metal substrate, it requires precise control to keep the fragile enamel, as thin as paper, within the grid. The process involves meticulous calculations and designs to achieve gradient colors and rich layers.
Due to the complexity of this technique, only a few brands today are capable of creating plique-à-jour enamels.
Through the different enameling techniques mentioned above, it's evident that no matter what type of enamel is being made, it involves a complex process. Traditional enamel jewelry is entirely crafted by hand, which makes it challenging, reliant on extensive experience, and with a low success rate. Additionally, each piece of jewelry is one-of-a-kind and cannot be replicated, making the enamel jewelry rare and unique.
2.Case Study of Enamel Crafts Produced with WaxJet
Here showcases enamel crafts produced using the modern digital manufacturing technique – 3D printing. WaxJet was used to create copper enamel bowls, and the finished products are shown in the following figure.
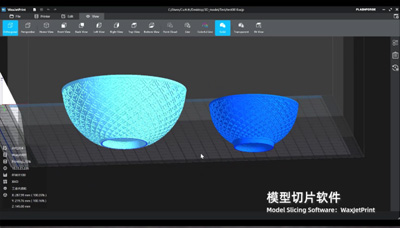
2.1 Lay out the designed enamel bowl models
We arranged the designed enamel bowl models via WaxJetPrint according to the desired size specifications. Different sizes can be achieved by proportionally scaling the models. In this case, two enamel bowls with different sizes were arranged for printing. The printed models are formed integrally at one time, with clear and vivid pattern indentations on them.
2.2 Print wax models via WaxJet
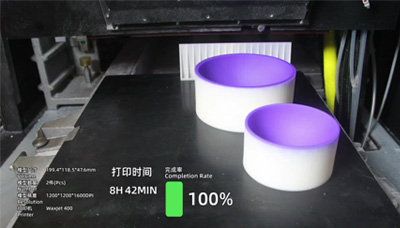
2.3 Remove and clean the printed wax models
The white part of the printed enamel bowl wax models is the support structure, which can be dissolved and removed by immersing the whole wax models in the solution, resulting in the required wax models as shown above.
This process, using modern digital design and 3D printing technology, enables precise pattern design and batch production, reducing the overall manufacturing cycle by 2/3. Next, traditional methods can be used for investment casting to obtain the raw metal enamel bowls.
The material for the enamel bowl substrate in this case is brass, while silver is soldered at the liner.
2.4 Mold casting
2.5 Polishing semi-finished products
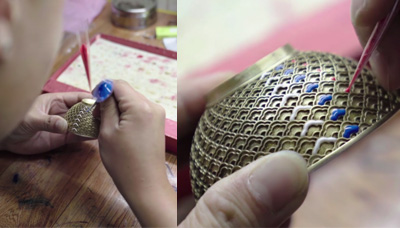
2.6 Enamel coloring in segments
2.7 Polishing after finishing firing
2.8 Final products
In this production process, the champlevé technique was referenced, and with the aid of 3D printing and the WaxJet 3D printer, wax models were created integrally at one time. Therefore, designers can focus primarily on the 3D design of the enamel model, free from space and model complexity restrictions, allowing for more diversity and personalization in design. In this case, we eliminated the complex procedures of traditional methods, shortened the production cycle, and achieved digital production while maintaining the effects produced by traditional methods.